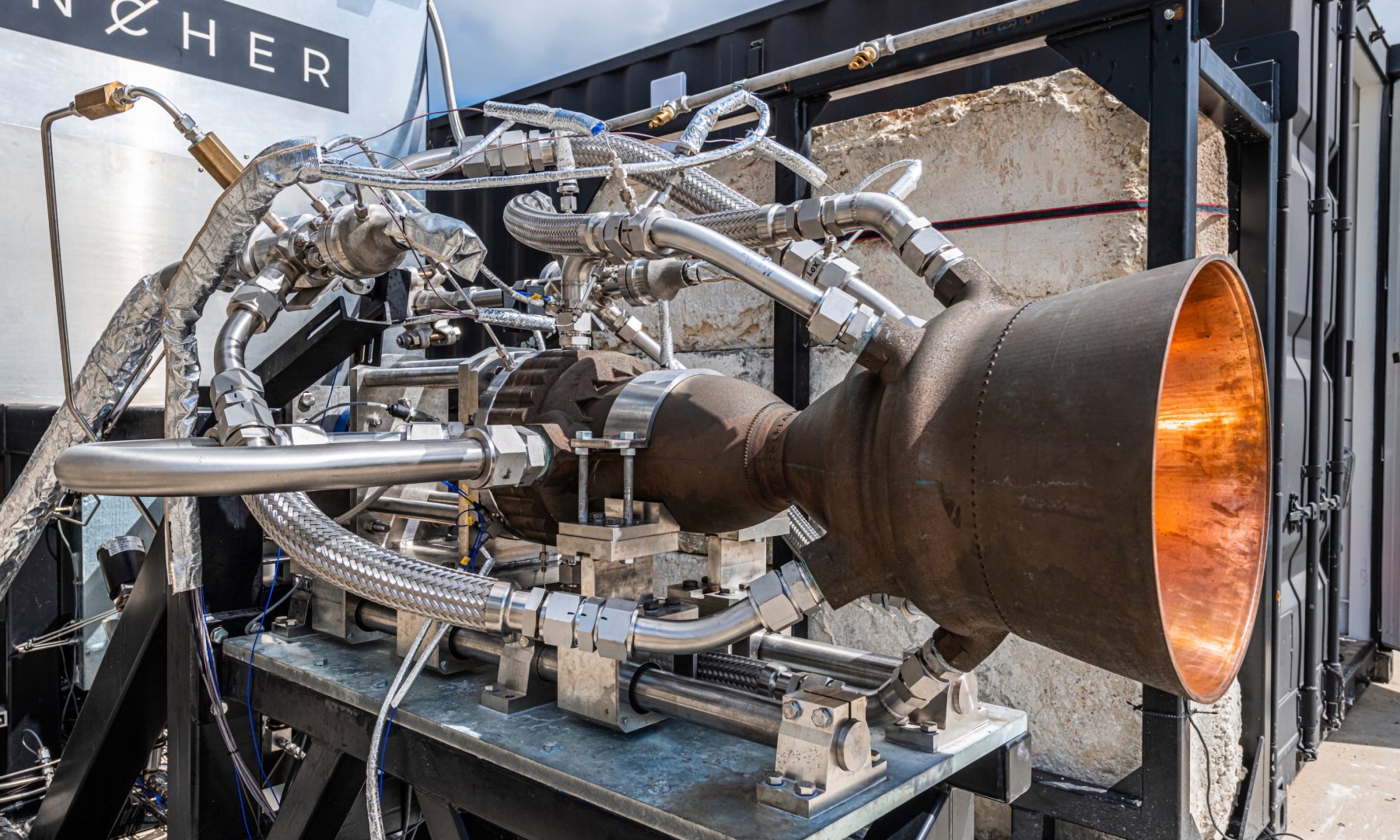
В октябре 2020-го года базирующаяся в Нью-Йорке ракетостроительная компания Launcher (оригинал статьи был опубликован в декабре прошлого года, до того, как фирма объявила о переносе своей штаб-квартиры в Калифорнию – прим. переводчика) начала испытания своего жидкостного ракетного двигателя E-2 – агрегата, который создавался специально для малых ракет-носителей с целью обеспечить максимальную производительность при минимальных затратах. Примечательно, что камера сгорания E-2 представляет собой цельнометаллическую конструкцию из медного сплава высотой в один метр, созданную методом селективного лазерного плавления (PBF-LB). Ещё более впечатляет тот факт, что Launcher, имея в своём штате всего 20 сотрудников, смогла создать этот двигатель в столь короткие сроки при довольно ограниченном финансировании. В этой статье репортёр Ник Уильямс из журнала Metal AM рассказывает о Launcher и её тесном сотрудничестве с машиностроительной фирмой AMCM.
Запуск первого спутника и высадка людей на поверхность Луны, проходившие в рамках космической гонки середины двадцатого века, стали определяющими для человеческого прогресса и наших амбиций. Двадцать первый век не отстаёт: уже в первые его десятилетия в космической индустрии произошли заметные изменения. В авангарде разворачивающейся сегодня новой космической гонки находятся частные компании, которые конкурируют за запуски коммерческих и правительственных спутников в условиях постоянно растущего спроса на ракеты-носители.
Помимо SpaceX – компании, имя которой стало нарицательным и притягивающим внимание не хуже, чем NASA в лучшие годы программы Space Shuttle – существует множество других фирм, стремящихся к успеху. Как больших, так и маленьких. Все эти компании, наряду с многочисленными национальными космическими агентствами и организациями, объединяет уверенность в том, что металлическое аддитивное производство является одной из немногих технологических инноваций, способствующих текущей революции.
В чём же причина успеха этого подхода? А в том, что подобного рода технологии предлагают возможность разрабатывать и производить ракетные двигатели намного дешевле, чем это можно было сделать в прошлом, при этом резко сокращая время разработки и давая прирост эффективности (особенно с точки зрения полноты сгорания топлива), который раньше стоил бы непомерно дорого для всех, кроме производителей самых крупных ракетных двигателей. То, что когда-то было доступно лишь сверхдержавам, теперь находится в руках у частных космических компаний.
Одним из участников новой космической гонки является стартап Launcher – небольшая, но, судя по таланту и опыту привлечённых сотрудников, заслуживающая доверия американская ракетостроительная компания. Она была основана Максом Хаотом – опытным предпринимателем, который также ответственен за создание стримингового сервиса Livestream. За последние два года Launcher добилась существенного прогресса в разработке и тестировании того, что в компании называют самым высокопроизводительным и недорогим жидкостным ракетным двигателем для малых носителей. На данный момент Launcher собрала 6 миллионов долларов, что довольно скромно по меркам столь амбициозной компании и ракетостроительной отрасли в целом. Средства поступали как от частных инвесторов, так и от правительственных: в ноябре 2019-го года Launcher получила грант на поддержку разработки двигателя E-2 по программе Small Business Innovation Research от ВВС США в размере 1,5 миллионов долларов.

В этой статье рассказывается история компании Launcher, обсуждаются детали разработки двигателей E-1 и E-2 и сотрудничества с AMCM, а также вырисовывается общая картина возможностей частного капитала в ракетостроении. Помимо основателя Launcher Макса Хаота, своими мыслями здесь поделятся главный конструктор компании Игорь Никищенко и представитель AMCM Кристиан Вайзенеггер.
Широкий взгляд на новую космическую гонку
Объясняя текущее состояние частной космонавтики и того, что ею движет, Макс Хаот сказал следующее:
Только одиннадцать стран имеют технологии доставки спутников на орбиту при помощи собственных ракет. Долгое время единственной частной компанией, имеющей возможность проводить орбитальные запуски, была SpaceX; относительно недавно к ней присоединилась Rocket Lab. Все компании, которые достигли такого успеха, имеют оценку намного выше миллиарда долларов. Их достижения открывают доступ к новому капиталу, необходимому для развития продуктов и услуг.
Хотя в мире существует множество компаний, занимающихся разработкой орбитальных ракет, довольно очевидно, что выживут из них далеко не все. Это верно во множестве отраслей; например, подобное происходило во времена зарождения Интернета. Новая космическая гонка стала возможной вследствие снижения стоимости выхода на орбиту, чего удалось достичь благодаря прогрессу в металлическом аддитивном производстве, электронике, программном обеспечении и т.д. в сочетании со спросом на лёгкие ракеты, которые проще разрабатывать. В прошлом многие страны даже не пытались организовать собственные космические программы, поскольку они были бы непомерно дорогими. Но текущий порог входа на рынок гораздо ниже, что стимулирует многие государства к созданию небольших носителей. Иногда это происходит из соображений престижа, но зачастую просто потому, что они хотят иметь возможность отправлять на орбиту собственные спутники.
Хаот считает, что формула успеха для компаний, занимающихся созданием лёгких ракет, состоит в том, чтобы сосредоточиться на максимальной производительности при минимальных затратах, даже если это займёт немного больше времени, чем у конкурентов.
Высокопроизводительные двигатели могут помочь нам удвоить или утроить массу полезной нагрузки в сравнении с менее производительной ракетой того же размера. Это даёт значительное коммерческое преимущество в плане снижения цен или увеличения прибыли.
Объясняя, насколько важна эффективность, когда речь идет о коммерческих ракетах, Хаот заявил:
Поскольку более 90% массы ракеты-носителя составляет топливо, то сокращение его использования – это самый верный путь к уменьшению массы ракеты и, как следствие, увеличению массы полезной нагрузки, которая составляет всего 1–3% от массы носителя. Поэтому, увеличив производительность, вы можете удвоить или утроить полезную нагрузку при том же размере ракеты.
Определяющей технологией как для бизнес-модели Launcher, так и для решения технических проблем компании, является металлическое аддитивное производство. По словам Хаота:
Аддитивные технологии – это ключевой фактор. Наша компания не смогла бы проводить испытания полноразмерных высокопроизводительных камер сгорания с привлечённым нами финансированием, если бы эти технологии не были доступны. На применение традиционных технологий изготовления камер, таких как обработка резанием и вакуумная пайка, у нас бы просто не хватило средств.
С самого первого дня создания компании нашей целью был испытательный запуск ракеты в 2024-м и коммерческий старт в 2026-м. Мы надеемся достичь этого с привлечением инвестиций в размере менее 50-ти миллионов долларов, что станет рекордом и прорывом как для ракетостроительной отрасли, так и для Launcher.
Спутниковый бизнес
Обнаружение коммерческих выгод и возможностей у частных космических компаний в основном связано с быстрым ростом спутникового сектора экономики. Первый спутник отправился на орбиту в 1957-м; с тех пор там побывало порядка пяти тысяч аппаратов, две из которых находятся в рабочем состоянии. Только за последние полтора года на орбиту было отправлено более 500 спутников группировки SpaceX Starlink.
Мы все пользуемся спутниковой инфраструктурой каждый день, даже не задумываясь об этом. Спутники играют ключевую роль, когда речь заходит о навигации или погоде. Съёмка поверхности Земли, сбор данных для геонаук, высокоскоростная связь и оборона – всё это делают возможным именно спутники. Прогресс, обеспечиваемый обычными небольшими спутниками, также подкрепляется новыми типами низкоорбитальных группировок связи, таких как Starlink. Итогом всего этого стало то, что лишь на ближайшие пять лет у индустрии существует потребность в запуске около 30-ти тысяч новых аппаратов.
Если раньше на проектирование, сборку и запуск спутника требовалось несколько сотен миллионов долларов, то теперь это можно сделать всего за несколько сотен тысяч. По словам Хаота:
Это меняет правила игры. Предприниматели и венчурные капиталисты наконец-то могут войти в эту отрасль, чтобы привнести инновации, конкуренцию и найти в ней новые применения. Это настоящий сдвиг в исторически консервативной индустрии. Он происходит сейчас и только набирает обороты.
Взаимовыгодное партнёрство с государством
Макс пояснил, что несмотря на идущую в отрасли революцию, отношения национальных космических организаций с новыми коммерческими игроками имеют огромное значение, в том числе с позиции взаимовыгоды. В Соединённых Штатах военно-воздушные и космические силы представляют собой крупнейшего заказчика и пользователя услуг по запуску спутников. Их цель – иметь доступ к самым совершенным технологиям в мире, а стремление вкладываться в инновации и НИОКР буквально заложено в их ДНК.

ВВС инвестируют во множество стартапов с целью иметь больше возможностей для запуска, попутно стимулируя конкуренцию и появление инноваций. Особенно это касается компаний, которые могут предоставлять пусковые услуги в условиях ограниченных временных рамок. В ноябре 2019-го года мы удостоились гранта от ВВС размером в 1,5 миллиона долларов на поддержку разработки двигателя E-2. Они стимулируют и поддерживают инновации, дополняя другие источники инвестиций своими вложениями, чтобы иметь больше возможностей для запусков малых спутников. Сегодня мы получаем от них награду для развития НИОКР. А цель на завтра – сделать так, чтобы ВВС стали одним из наших крупнейших заказчиков на запуск космических аппаратов. Пока таковым является NASA. С агентством у нас заключено соглашение SAA (Space Act Agreement – прим. переводчика), которое за определённую сумму открывает нам доступ к возможностям Космического центра им. Стенниса.
История двигателя Launcher E-2
В основе стратегии Launcher лежит план по разработке недорогих и эффективных двигателей для ракет-носителей лёгкого класса. Агрегат под названием Е-2 представляет собой изготовленный при помощи аддитивных технологий кислород-керосиновый ракетный двигатель замкнутого цикла с тягой 97,8 кН и прицелом на показатель удельного импульса (то есть меру эффективности использования топлива) в 326 секунд. Вариант замкнутого цикла с окислительным генераторным газом обеспечивает агрегату повышение эффективности за счёт того, что около 5% топлива не тратится на питание турбонасоса.
Хотя двигатели E-2 разрабатываются для собственной ракеты компании, Launcher намерена осуществлять их продажу другим фирмам, ожидая, что Е-2 станет важным агрегатом для многих носителей. Такая нацеленность на более широкий рынок в сочетании с ожидаемым сроком эксплуатации двигателя в 15 лет даёт понять, что в случае успеха награда компании будет высока.
Изначально Launcher поставила себе задачу разработать турбонасос. Это произошло ещё в 2017-м году, когда фирма только определилась с технологической дорожной картой для E-2. Машины для изготовления деталей методом селективного лазерного спекания в то время уже были доступны, но Хаот пояснил, что для создания камеры сгорания как единой конструкции требовался аппарат, способный вмещать деталь высотой в один метр. Компания посчитала, что такая машина вряд ли появится до 2020-го года.
Наши конкуренты решили печатать свои камеры на существующих машинах, производя двигатели меньшего размера или камеры, состоящие из трёх или более частей. Однако такой подход снижает характеристики в процессах горения/охлаждения и увеличивает как массу двигателя, так и расходы.
Мы пытались продвинуть идею создания PBF-LB машин ряду разработчиков, но тогда сотрудничать с нами взялась только немецкая компания АМСМ, являющаяся частью EOS Group. Она была готова изготовить аппарат в таком формате, адаптировав свою деятельность под наши потребности. Они видели для такого агрегата другие применения, заодно понимая, что данная технология может означать прорыв не только для Launcher, но и для других ракетостроительных компаний. В результате машина AMCM M4K стала доступна на два года раньше запланированного срока, что позволило нам разрабатывать камеру сгорания E-2 параллельно с турбонасосом.
Использование аддитивных технологий привнесло в двигатель Е-2 совершенно революционную конструкцию. Хаот пояснил, что без этой технологии такая небольшая компания, как Launcher, не смогла бы изготовить камеру сгорания с такой тягой и за данное время при аналогичных затратах.
Более того, при использовании традиционных методов изготовления, таких как пайка, характеристики нашей камеры, вроде параметров теплопередачи и гидравлических потерь, были бы хуже, несмотря на значительно более высокую стоимость этих технологий.
E-1: модель-прототип и переход с инконеля на медный сплав
Разработке полноразмерного двигателя Е-2 предшествовал Е-1 – полнофункциональный небольшой прототип, который использовался для тщательной оценки и тестирования всех аспектов конструкции двигателя. Изначально планировалось, что двигатели E-1 и E-2 будут создаваться из инконеля. Но на ранней стадии развития проекта команда обнаружила, что на британском предприятии 3T-RPD (ныне 3T Additive Manufacturing Ltd.) ведётся работа по обработке медных сплавов методом PBF-LB. Они обратились к 3T-AM, чтобы понять, как можно воспользоваться преимуществами данного материала. Как следствие, использование стандартного сплава C18150 CuCrZr позволило двигателю Launcher извлечь выгоду за счёт высокой теплопроводности материала и эффективного охлаждения, что привело к увеличению срока службы камеры сгорания и снижению затрат по сравнению с традиционными методами производства. Медная деталь оказалась в двадцать раз более теплопроводящей, чем сопоставимая деталь из инконеля. По словам Хаота:
В рамках нашего стремления создать высокопроизводительные жидкостные ракетные двигатели с помощью аддитивных технологий мы всегда надеялись, что однажды сможем создать камеру сгорания из медного сплава, а не из инконеля. К сожалению, нам не удавалось встретить поставщика услуг с такими возможностями. Медный сплав имеет репутацию материала с наивысшими характеристиками и широко используется для охлаждения жидкостных ракетных двигателей. Инконель – это компромисс. Когда мы узнали, что 3T-AM удалось это сделать, мы сразу же начали сотрудничество с ними, перейдя от предложения к успешному испытанию менее чем за восемь недель.

Больше: двигаемся от Е-1 к Е-2
Программа разработки двигателей компании основывалась на возможности масштабировать двигатель от меньшего E-1 до полноразмерного E-2. Комментируя проблемы, связанные с масштабированием, Хаот отметил:
При равных рабочих параметрах, таких как вид топлива, давление в камере, соотношение в смеси и пр., обеспечить охлаждение большой камеры сгорания проще, чем маленькой. В общем, стратегия перехода от Е-1 к Е-2 нас устраивала. Большие внутренние охлаждающие каналы проще создавать и легче очищать от порошка. С другой стороны, у большой камеры сгорания возникают трудности с созданием стенок и трубопроводов необходимой прочности. Кроме того, в больших камерах сгорания может возникать высокочастотная нестабильность горения – процесс, который способен вызвать перегрев и разрушение камеры. Поэтому невозможно просто масштабировать размеры камеры сгорания в сторону увеличения и надеяться, что всё будет работать. Однако, благодаря нашему опыту и команде инженеров мирового класса, Launcher легко справляется с подобными проблемами.

Ключевым моментом на этом этапе проекта было определение технологических параметров для производства камеры сгорания из медного сплава высотой в один метр на недавно разработанной машине AMCM M4K. По словам Кристиана Вайценеггера из AMCM, определение технологических параметров сплава было одним из ключевых элементов успеха в этом проекте. Тут было необходимо учесть все этапы постобработки и обеспечить соблюдение требуемого качества материала. Ключевую роль в этом аспекте сыграл отдел материаловедения и разработки процессов EOS в Финляндии – команда, обладающая многолетним опытом работы и доступом к специальным материалам, которые позволяют им создавать оптимальные технологические цепочки.
Процесс разрабатывался в два этапа. Сначала он был опробован на машине AMCM M290 1 kW, которая имеет конфигурацию лазера и оптики, аналогичную M4K-1, но с преимуществом в простоте работы. Затем процесс был перенесён непосредственно на M4K-1 – на этой машине были изготовлены первые образцы для подтверждения качества материала. Не менее важным фактором успеха была термическая обработка. Этот этап был неотъемлемой частью разработки двигателя, и без такого целостного подхода как к процессу сборки, так и к последующей термообработке, проект, вероятно, не был бы успешным.

Цикл окончательной термообработки и горячего изостатического прессования для двигателя E-2 был разработан Launcher специально для достижения конкретных целей в отношении свойств материала. По словам Хаота:
Дизайн и темп инноваций процессов в нашей команде – это проприетарная особенность наших продуктов. Впрочем, мы надеемся, что многие производители ракетных двигателей выберут эти материал и производственную платформу, чтобы обеспечить их долгосрочную поддержку и развитие. Наша стратегия заключается в том, чтобы со своей стороны гарантировать поддержку нашей производственной платформы, процессов и материалов работой со множеством клиентов и поставщиков, предлагающих как принтер, так и материал для печати.
Огневые испытания Е-1 и Е-2
Огневые испытания различных прототипов двигателя Е-2 проводили в 2018-м и 2019-м годах. Они подразумевали изучение различных особенностей конструкции, и, как следствие, скорости и стоимости её сборки. Испытания показали, что конструкция двигателя Е-1 достигла эффективности сгорания компонентов топлива более 98%.
Диски Маха, которые можно увидеть на рисунке 6, свидетельствуют об этой эффективности.
Все керосиновые двигатели, по причине охлаждения топливной плёнки или низкой эффективности сгорания, обычно имеют жёлтый цвет выхлопа, который сигнализирует о том, что несгоревшее в камере сгорания топливо её покидает и сгорает уже за пределами сопла. Но благодаря нашему жидкостному кислородному охлаждению и превышающей 98% эффективности сгорания, вы наблюдаете только синий шлейф, связанный с продуктами сгорания (вода, CO, CO2). Бóльшая часть керосина, который и вносит жёлтый оттенок, сжигается внутри камеры. Поэтому этот синий выхлоп является подтверждением уникальной эффективности E-1.
Первая серия огневых испытаний двигателей Е-2 прошла в Космическом центре NASA им. Стенниса в октябре. Она включала в себя три испытания. Первые два из них проходили с использованием неохлаждаемой модели камеры сгорания. Это делалось с целью снижения риска и полной оценки характеристик созданных при помощи аддитивных технологий форсунок. Оба испытания прошли успешно и подтвердили как их производительность, так и работоспособность оборудования стенда и систем авионики.

Первое полноценное огневое испытание Е-2 было успешным лишь частично: его пришлось прекратить из-за проблем с протеканием жидкости в каналах системы охлаждения. Но, по словам Хаота, теперь, когда испытательный стенд для Е-2 полностью готов к работе, проведение четвёртого огневого испытания с новой камерой сгорания отнимет лишь пять процентов от тех затрат и усилий, что Launcher приложила к первому (испытание это было запланировано на март 2021-го года, но по состоянию на вторую половину апреля двигатель Е-2 так и не зажгли – прим. переводчика).
Хотя изготовление камер сгорания при помощи аддитивных технологий – вещь относительно распространённая, этот метод производства находит применение и при создании других компонентов двигателя. Однако многие признают, что для перехода на аддитивное производство должны быть веские основания. По словам Хаота:
Аддитивное производство будет использоваться лишь там, где мы видим в этом смысл. Если говорить о двигателе, то речь идёт о компонентах насосов, турбин, некоторых деталей клапанов. В случае топливных баков, на наш взгляд, доступные традиционные методы производства выйдут дешевле и качественнее, чем попытки создания баков при помощи 3D-печати (очевидный намёк на подход к производству топливных баков в компании Relativity Space – прим. переводчика). Для подобных целей использовать аддитивное производство мы не стремимся.
С точки зрения ракетостроителя: Игорь Никищенко, главный инженер компании Launcher
Многие из самых высокопроизводительных жидкостных ракетных двигателей были созданы в 80-е годы двадцатого века группами инженеров, базировавшихся в России и Украине. Результаты достижений этих команд разработчиков поистине непревзойдённы и ими (в той или иной форме) пользуются до сих пор: на ум сразу приходит двигатель РД-180 от “НПО Энергомаш”, который всё ещё приводит в движение ступени ракет ULA Atlas V.

В 2018-м году компания Launcher воспользовалась плодами той эпохи, наняв в качестве главного инженера Игоря Никищенко. Никищенко, работающий в штаб-квартире Launcher в Нью-Йорке, имеет более чем тридцатилетний опыт разработки высокоэффективных жидкостных ракетных двигателей. Он был заместителем главного конструктора в отделении жидкостных ракетных двигателей украинского конструкторского бюро “Южное”, которое занималось проектированием ракеты “Зенит”, а также двигателя РД-8, работающего по той же схеме, что и Е-2.
КБ “Южное” также занимается вопросами производства первой ступени ракеты-носителя Northrop Grumman Antares. Совсем недавно Игорь работал в Италии на компанию Avio, которая является ключевым подрядчиком Европейского космического агентства по запускам ракет Ariane 5 и Vega.
За свою карьеру Никищенко удалось поучаствовать в проектировании и разработке агрегатов для самых разных носителей, включая двигатели открытого цикла с самовоспламеняющимися компонентами топлива и кислород-керосиновые двигатели закрытого цикла с окислительным генераторным газом тягой от 20 до 1200 кН.
При разработке двигателя Е-2 он столкнулся с проблемой обеспечения высокоэффективной работы. Как у РД-180, только в меньшем масштабе. Комментируя цель Launcher по достижению максимальной теоретической эффективности насколько это возможно, Игорь отметил:
Благодаря аддитивному производству в камере сгорания могут быть созданы охлаждающие каналы оптимальной формы, сочетающие высокую теплопередачу с низкими гидравлическими потерями. Создание таких каналов с использованием традиционных технологий приведёт к очень высоким затратам на механическую обработку и последующую пайку. Для аддитивного производства нам требовалось создать 3D-модель – то, к чему нам стоило бы стремиться. Для оценки полноты сгорания компонентов топлива в ракетных двигателях используется коэффициент полезного действия C*. Для двигателя Е-2 этот коэффициент должен достигать значения 0,98, что довольно близко к теоретически максимальному 1,0. Конечно, такая эффективность не является чем-то невероятным и уже достигнута в некоторых современных ракетных двигателях, таких как РД-180. Но следует помнить, что двигатель Е-2 имеет намного меньшие габариты, а КПД двигателей меньшего размера обычно ниже: значение C* держится в диапазоне 0,93 – 0,95. Кроме того, этот двигатель должен быть очень дешёвым.
Освоение новых технологий: возможности и подходы
Никищенко продолжает:
Как уже упоминалось, одной из самых сложных задач при разработке ракетных двигателей является изготовление камер сгорания с узкими каналами охлаждения сложной формы. Механическая обработка таких каналов представляет собой сложную техническую задачу. Я много лет думал о возможности более дешёвого решения, а затем, буквально несколько лет назад, появилась возможность решить эту проблему при помощи аддитивного производства. К сожалению, эта технология пока позволяет создавать лишь относительно небольшие камеры сгорания; выбор материалов также довольно ограничен – до недавнего времени в аддитивном производстве не применялись медные сплавы. Поэтому мне очень приятно, что именно Launcher внесла свой вклад в создание самой большой в мире машины, способной такие сплавы этим методом обрабатывать. Используя AMCM M4K, мы создали самую большую камеру сгорания из медного сплава. Она же будет самой эффективной камерой сгорания, созданной при помощи аддитивных технологий.

На вопрос о том, насколько консервативны или прогрессивны ракетостроители, в том числе и по отношению к аддитивному производству, Никищенко заметил:
Я бы сказал: и да, и нет. На начальном этапе проектирования ракетостроители часто ведут себя как настоящие авантюристы – они должны быть такими, поскольку иногда может казаться, что нет надёжного способа преодолеть проблему и найти решение. В ракете жар, способный плавить самые стойкие тугоплавкие металлы, отделён от холода космоса медной стенкой толщиной 1/25 дюйма. Единственная причина, по которой эта стенка не плавится, заключается в том, что тепло поглощается с одной стороны быстрее, чем отводится с другой. Это как если бы вы сидели в пробитой лодке и вычерпывали воду быстрее, чем она течёт.
Но как только решение проблемы будет достигнуто, что обычно требует много времени и денег, ракетостроители сделают Launcher и всю новую космическую гонку очень консервативной, поскольку высокоэффективная работа двигателя была получена с большим трудом, и одно неверное решение, которое, казалось бы, ни на что не влияет, может всё испортить. Поэтому я думаю, что большинство традиционных производителей ракетных двигателей будут смотреть в сторону аддитивных технологий с большой осторожностью, аккуратно внедряя их в производство.
История компонентов двигателей на основе металлических порошков
Однако Никищенко отметил, что хотя технология аддитивного производства, как и любые инновации, некоторыми воспринимается с осторожностью, её также можно рассматривать как результат эволюции процессов в порошковой металлургии, которые используется в ракетостроении уже довольно давно.
Такова судьба любой инновации: вначале никто не понимает, зачем это вообще нужно, а спустя несколько лет никто уже не может представить без этого современный мир. Что касается аддитивного производства: то, что можно рассматривать как предшественника этой технологии, использовалось в создании ракетных двигателей в течение нескольких десятилетий до изобретения того, что мы сегодня также называем 3D-печатью. Крыльчатки насосов советских двигателей РД-170 были изготовлены при помощи применяемого в порошковой металлургии метода горячего изостатического прессования. Хоть это и не аддитивное производство в том виде, каким мы его знаем сегодня, в широком смысле это действительно “аддитивный”, а не “субтрактивный” производственный процесс. В этом процессе металлический порошок не расплавляется лазером, а загружается в специальный контейнер требуемой формы. После этого порошок подвергается уплотнению под воздействием высокого давления и температуры (что и означает горячее изостатическое прессование или HIP), а затем контейнер снимается. Благодаря наличию лазера необходимости в контейнере больше нет. Но технология HIP всё ещё необходима в качестве процесса термической обработки для удаления любой остаточной пористости в деталях, созданных методами аддитивного производства. В общем, разработчики космических аппаратов знали о возможностях металлических порошков и применяли эти технологии задолго до нынешнего бума аддитивного производства.

Ожидаемые и неожиданные возможности
Когда дело доходит до производства деталей при помощи аддитивных технологий, в дело вступают кое-какие преимущества. А именно: свобода проектирования с возможностью достижения уникальных форм (включая внутренние структуры), скорость производства более крупных и сложных конструкций в сравнении с традиционными методами их изготовления, а также возможность объединения нескольких компонентов в одну деталь. Комментируя использование каждого из этих преимуществ в Launcher, Никищенко отметил:
Все перечисленные вами преимущества применения аддитивных технологий были использованы в конструкции камеры сгорания двигателя Е-2. Он содержит как профилированные внутренние каналы, так и трубопроводы, которые в противном случае изготовили бы как отдельные компоненты и присоединили к камере посредством сварки. Следует отметить, что даже предполагаемые слабые стороны аддитивных технологий, такие как высокая шероховатость поверхности, сыграли положительную роль в конструкции камеры сгорания: такая поверхность в каналах может значительно увеличить теплопередачу охлаждающей жидкости. Поэтому в некоторых изготовленных традиционными способами двигателях каналы камеры сгорания обрабатываются особым образом с целью получения искусственной шероховатости. В нашем случае мы получили это улучшение бесплатно. И, конечно же, никакая традиционная технология, включающая многочисленные этапы штамповки, механической обработки, пайки и сварки, не позволила бы создать практически готовую камеру сгорания с нуля за две недели. Даже если предположить, что у нас были бы все необходимые для этого машины.
Новые сплавы для аддитивного производства
Во многих областях применения аддитивных технологий используемые в широком спектре задач стандартные сплавы показали себя довольно хорошо. Ожидается, что специально разработанные под технологию сплавы в будущем могут принести ещё больше выгоды.
В данный момент мы находимся в самом начале триумфального прогресса аддитивного производства. Поэтому неудивительно, что применение этих технологий происходит в основном с уже проверенными сплавами, зарекомендовавшими себя в традиционных методах изготовления деталей. Мы в Launcher, например, были одними из первых, кто использовали сплав CuCrZr для аддитивного производства камер сгорания. В будущем я не исключаю создание сплавов, специально разработанных под такие технологии. Они позволят либо увеличить свободу в процессе сборки, например, исключая поддерживающие конструкции при печати нависающих элементов, либо улучшить прочность материалов, например, за счёт уменьшения их пористости.
Вклад аддитивного производства в контексте производства ракет
Комментируя свой опыт в ракетостроении и вклад аддитивных технологий в этом контексте, Игорь отметил:
Я хочу заметить, что новое поколение ракетостроительных компаний появляется не только благодаря наличию аддитивных технологий. Этому способствовали многие промышленные достижения, такие как миниатюризация электроники, полупроводниковые лазеры, система глобального позиционирования GPS, а также повышенный спрос на услуги спутников и запуск этих спутников. Кроме того, были созданы лёгкие и надёжные системы управления и ориентации, а также лёгкие композитные материалы для топливных баков. Да и успех SpaceX многих вдохновил. Аддитивные технологии – важный, но не главный источник новых возможностей в космической отрасли.
AMCM: с точки зрения машиностроения
Большинство успешных решений в области металлического аддитивного производства являются плодами тесного сотрудничества производителя оборудования и его заказчика. История Launcher и AMCM в данном случае исключением не является – результаты такого сотрудничества могут принести выгоду обеим сторонам. Для AMCM эта выгода заключается в возможности вывести на открытый рынок машину AMCM M4K-4, прошедшую тестирование в выполнении довольно сложной задачи.
Как следует из расшифровки названия AMCM (Additive Manufacturing Customized Machines, что дословно переводится как “машины для аддитивного производства по индивидуальному заказу”), компания специализируется на настройке систем селективного лазерного плавления от EOS Group для необычных применений. Сотрудничество Launcher и AMCM базировалось на обещании предоставить машину, способную создать камеру сгорания двигателя Е-2 высотой один метр. По словам представителя AMCM Кристиана Вайценеггера:
Макс обратился к нам с запросом на разработку машины, способной построить камеру сгораниях их двигателя целиком ещё в 2018-м году. На тот момент не существовало ни системы такого размера, ни процесса для обработки сплава CuCrZr, который позже будет выбран Launcher. Мы понимали всю сложность данного проекта, но у нас было ощущение, что Макс и его команда – идеальные партнёры для такого дела. Мы начали разработку большого принтера – M4K – на базе существующей платформы EOS M 400. Цель состояла в том, чтобы модифицировать эту машину таким образом, чтобы она могла создавать детали в пределах габаритов 450 x 450 x 1000 мм при минимальном количестве изменений. То есть с условием, чтобы эта машина по-прежнему могла изготавливать детали, которыми обычно занимается оригинальная M 400. А совместно с нашими коллегами из EOS Finland мы разработали все процессы для работы со сплавом CuCrZr.
Изначально разработка процессов велась на машине AMCM M290 1 kW, которая является модернизированной версией EOS M290 с одним лазером мощностью в 1 кВт. На ней были изготовлены первые небольшие образцы для проверки качества материала, оптимизации производительности процесса и увязки с этапами постобработки.
Когда появился первый прототип M4K, мы перенесли этот процесс на данную систему и произвели первые детали реального размера, чтобы Макс и его команда могли провести дальнейшие испытания и оптимизировать конструкцию камеры сгорания. Затем мы изготовили настоящие камеры сгорания, которые Launcher использовала для своих тестов.
Базирующаяся на платформе EOS M 400, AMCM M4K обладает множеством отличительных особенностей, таких как более прочная конструкция рамы, новая система фильтрации и дополнительное устройство для нанесения покрытий. AMCM M4K может производить детали из широкого спектра материалов, включая алюминиевый (AlSi10Mg), никелевый (IN718) и медный (CuCr1Zr) сплавы.
Продуктивность и время создания
Комментируя проблемы производительности и стоимости, когда речь идет о такой задаче, как создание камеры сгорания для двигателя E-2, Вайзенеггер заявил:
Производительность – ключ к решению этой задачи. Удивительно, но основная причина заключается не только в стоимости каждой детали, каждая из которых должна стоить как можно ниже, но и в том, что в будущем компании потребуется очень много таких ракетных двигателей. Это значит, что необходима технология, которая позволит нам удовлетворить потребности клиента в количестве камер сгорания, произведённых за конкретный период с наименьшими инвестициями с точки зрения количества требуемых систем аддитивного производства.
С машиной M4K1 на создание камеры сгорания для Е-2 уходит приблизительно десять дней. Учитывая очень большой размер детали и количество расплавляемого материала, это очень высокий уровень производительности. Во время разработки процесса наше внимание было сосредоточено на обеспечении максимально возможной производительности при требуемом значении конечной плотности. Производительность можно было бы повысить ещё больше за счёт использования многолазерной системы, такой как M4K-4, с 4 лазерами мощностью по 1 кВт; но она ещё не была протестирована совместно с Launcher.
Однако мы должны всегда держать в уме, что камера сгорания, построенная с использованием традиционных технологий, требует нескольких месяцев труда при совмещении нескольких процессов. В этом смысле технология аддитивного производства, используемая для создания камеры сгорания E-2, уже намного опережает традиционный путь. И это без учёта невероятных улучшений с точки зрения эффективности сгорания.

Уникальные вызовы
Комментируя наиболее серьёзные проблемы с точки зрения машиностроителя при решении такой задачи, как создание камеры сгорания ракетного двигателя, Вайзенеггер отметил:
Временные рамки – всего десять месяцев от начала до первых прототипов – были одним из самых сложных ограничений в данном проекте. Нам нужно было не отставать от амбициозного ритма, установленного Launcher, в то же время обеспечивая ожидаемое качество. Поэтому мы прилагаем много усилий, чтобы заранее определить все основные элементы, необходимые для успеха, чтобы избежать топтания на месте во время проектирования системы. На первых порах мы решили создать “минимально жизнеспособный продукт”, и только после этого начали работу над финальным вариантом системы. Таков был лучший компромисс между сжатыми сроками проекта и сохранением необходимого качества. Ещё одна проблема заключалась в том, что в камере сборки приходилось обрабатывать очень большие партии порошка массой до полутора тонн. Для обеспечения стабильного и точного положения рабочей поверхности при таких высоких нагрузках требовалась специальная конструкция системы, которая и была реализована в машине M4K.
Стабильность процесса
Потребность в стабильности процесса для таких больших, дорогостоящих компонентов во многих аспектах намного больше, чем для небольших деталей, где время сборки составляет часы, а не дни. По словам Вайзенеггера:
Худший вариант развития событий – прекращение работы прямо перед концом процесса создания, после нескольких дней изготовления. Надёжность процесса и оборудования является важным элементом предотвращения таких ситуаций. Машина EOS M 400, на которой базируется наш аппарат, за несколько лет доказала свою надёжность. Мы постарались изменить как можно меньше элементов, связанных с процессом изготовления. Сама камера сборки на 98% идентична M 400, при этом все процессы могут быть легко перенесены с М 400 на M4K. По возможности, все необходимые дополнительные детали мы брали из портфолио EOS – так произошло с системой фильтров, например. Это позволило нам положиться на проверенные элементы, которые могут стабильно работать в очень сложных условиях.
Особое внимание уделялось обращению с порошком, поскольку перерыв в работе из-за медленной подачи порошка может испортить всю работу по сборке. Просеивание и транспортировка большого количества порошка в течение нескольких дней без перерывов – обязательное требование для реализации проекта. Решение проблемы с порошком также должно быть адаптировано к требованиям заказчика, в зависимости от которых может меняться способ его подачи (гравитационная или конвейерная) или обработки (периодическая или непрерывная). По вопросам металлического порошка в отношении системы M4K, AMCM работала с немецкой фирмой Volkmann GmbH.
Однако ни один из вышеперечисленных аспектов не принесёт успеха в работе, если сама деталь спроектирована без оптимизации под аддитивное производство. Как отмечает Вайзенеггер:
Для аддитивного производства дизайн – ключ к предотвращению сбоев в работе. Поэтому мы смоделировали проект Launcher и выявили критические недостатки в нём. Посредством циклов итеративного проектирования мы вместе с командой Launcher оптимизировали дизайн камеры таким образом, чтобы он соответствовал требованиям производства методом селективного лазерного плавления.
Наличие периферийных устройств, которые подходят для работы с деталями таких размеров, также имеет большое значение для успеха в разработке продукта и, как прокомментировал Вайзенеггер, не должно восприниматься как данность. Помимо работы с Volkmann GmbH над решением для по просеиванию и транспортировке порошка, AMCM работала с немецкой компанией Solukon Maschinenbau GmbH, которая помогла в вопросах удаления порошка для машины M4K.
Заключение
Нет никаких сомнений, что космическая отрасль станет важным рынком для металлического аддитивного производства. И, как и в случае космической гонки двадцатого века, разработанные на этом пути технологии быстро найдут применение в большом количестве повседневных вещей. Хорошей иллюстрацией как раз и является сотрудничество между Launcher и AMCM. Результаты, полученные в ходе разработки как по части материалов, так и по части технологических процессов, несомненно, позволят методам аддитивного производства находить всё большей применений. И хотя аддитивная разработка камер сгорания ракетных двигателей – явление ни в коем случае не уникальное, эта история очень хорошо иллюстрирует тот факт, что аддитивное производство помогает открыть сектор космической промышленности для самых разных предприятий и организаций. Общее время разработки по проекту было значительно сокращено, равно как сократились затраты и время производства на каждую камеру сгорания. По словам Макса Хаота:
Работа с AMCM была невероятной, с опережением графика и ожиданий на каждом этапе пути. Они продемонстрировали исключительную гибкость в соответствии с нашими меняющимися потребностями и требованиями. Когда мы только начали проект, в нашем контракте был указан сплав Inconel 718. Но после отличных результатов с медным сплавом CuCrZr на нашем двигателе-прототипе E-1, AMCM увидела преимущества и потенциал этого материала и согласилась изменить условия контракта и направление деятельности при том, что это означало необходимость дополнительных инвестиций. Нам также повезло с тем фактом, что мы работали с командой, которая не просто изготавливала машину под заказ – она изготавливала машину под заказ, будучи разработчиком платформы EOS M 400, взятой за основу этой машины. Они имели широкий доступ к проектной документации и исходному коду, что вселяло в нас большую уверенность в успех.
И, как заметил Кристиан Вайценеггер:
Ключом к успеху данного проекта является тесное сотрудничество между командой Launcher и командами AMCM/EOS. Мы совместно определили требуемые результаты проекта, а также открыто заявили о связанных с ним рисках и мероприятиях по их снижению, чтобы гарантировать, что все стороны имеют реалистичные ожидания относительно сроков и результатов проекта. Что особенно важно, когда дело касалось необходимых для обеспечения успеха изменений, мы оставались максимально гибкими. Потому что в конечном итоге успеха мы можем добиться только работая вместе.